喷丸强化效果的表征和影响因素
发布时间:2020.10.27 点击数:
76560
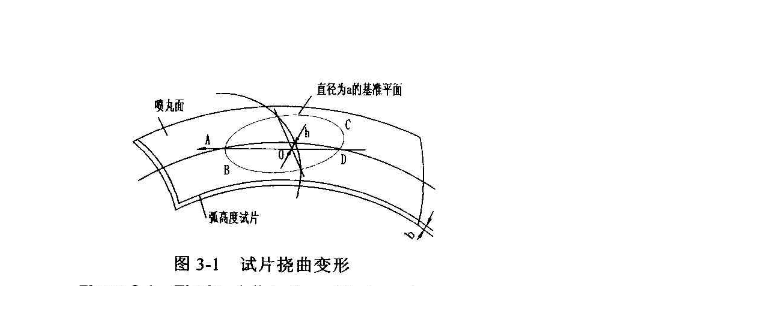
喷丸强化效果的表征指标 直接检测工件的喷丸强化效果是比较困难的,而主要是通过喷丸强度和喷丸覆盖率来间接的控制喷丸工艺过程和检验喷 丸质量,保证喷丸效果。 喷丸强度及选择 喷丸强度定义;喷丸强度是喷丸处理过程中动能转化的一个指标,轰击工件的弹流总动能决定喷丸作用区的强化程度和 效果。工件喷丸强化效果是通过测量用同样参数喷丸强化的平板条(试片)的挠曲变形量而间接得到的,试片固定在夹 具上经单面喷丸后,会发生凸向喷丸面的球面弯曲变形,如图3-1所示,试片厚度b,变形后弧高度值h,则试片残余应 力深度和强化层内平均残余压应力之间有以下关系;
此式说明,一定的喷丸工艺参数下,当试片厚度一定时弧高度值h仅决定于强化层内平均残余压应力和残 余压应力,是表征金属材料喷丸强化层残余压应力的分布和大小及喷丸强化层深度的综合值。因而可以 用弧高度值h来衡量和表征零件的喷丸强化的程度和效果。
在一定的喷丸工艺参数下,对相同的试片进行单面喷丸,初期弧高度值急剧变化,随后变化趋缓,当弹痕覆盖整个表面 时,弧高度h不再明显变化,如弧高度曲线(h-t曲线)下图所示;

在h-t曲线中,在某一点处再延长一倍的喷丸时间,其弧高度值增量小于10%,则该点为饱和点,其对应 的弧高度值h定义为喷丸强度。任何一组喷丸工艺参数都只有一条h-t曲线,都只能产生一个喷丸强度。 喷丸强度虽不能完全表征喷丸强化效果,但却是综合评价一组喷丸工艺参数,表征零件表面金属塑性变 形程度的一个重要参数。